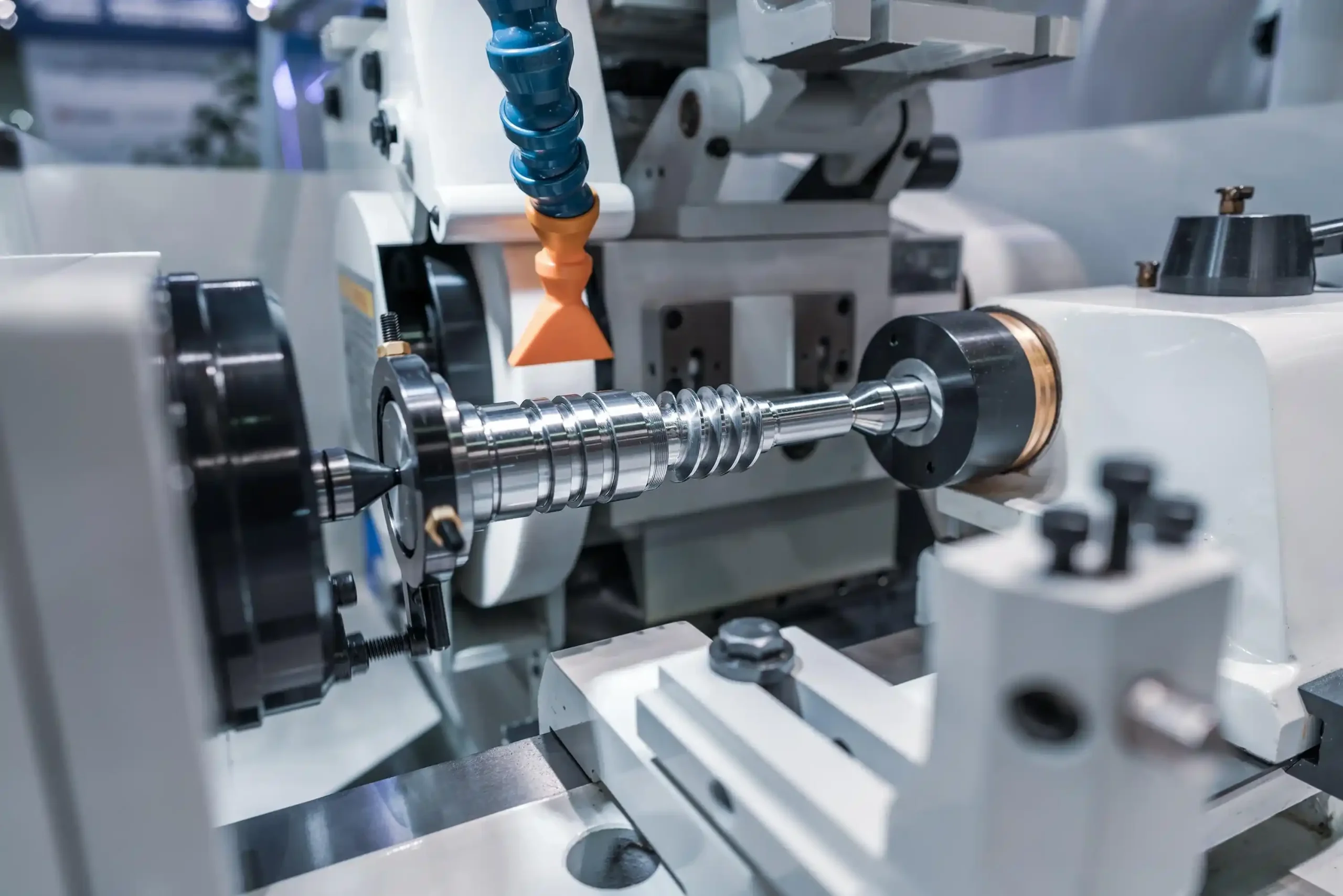
Thread Milling offers a precise way to design exact and adaptable thread cuts. The technique differs from conventional tapping because it applies a rotational cutting tool that follows programmed paths. The tool pressure decreases while precision improves, and the system functions identically for external and internal threads.
Usually, desktop CNC users rely upon thread milling as an essential feature for their operations. The process enables the manufacture of premium threads without exposing them to tap failure incidents. The improved Chip control system makes the method suitable for precise small-scale operations. This article comprises details on thread machining, cutters used to make threads, and design considerations for the desired thread.
What Is Thread Milling?
Thread milling operates as a CNC operation that creates threads by using exclusive cutting tools. During thread forming, the tool moves in spiral patterns until it creates the thread profile.
The process works effectively for cutting difficult materials together with slender wall structures and non-standard thread dimensions. One major benefit of threading tools is their compact size. Because it enables the use of a single tool to create threads of assorted sizes. Moreover, threading tends to minimize costs, and tool management becomes more straightforward.
How Thread Milling Works?
Thread milling includes precise operational control throughout its entire process. It operates differently from tapping by taking away material through a step-by-step process. Thread cutting reduces stress levels and allows different thread size options to work. The following sequence shows how thread milling operates.
Step 01. Prepare the CNC Program
The first step requires developing a CNC program that specifies the toolpath before initiating the cutting process. The program must justify correct thread dimensional specifications alongside appropriate cutting speed values, feed rates, and tool entry and exit instructions. Several CAM software tools have built-in functions to create thread-milling trajectories.
Step 02. Select the Right Thread Mill
The choice of appropriate equipment constitutes an essential factor for threading success. Thread mills come in multiple sizes. These exist as single-point tools along with multi-point versions and full-profile cutters. Single-point thread mills are suitable for different thread dimensions yet multi-point cutters operate more rapidly yet need proper programming.
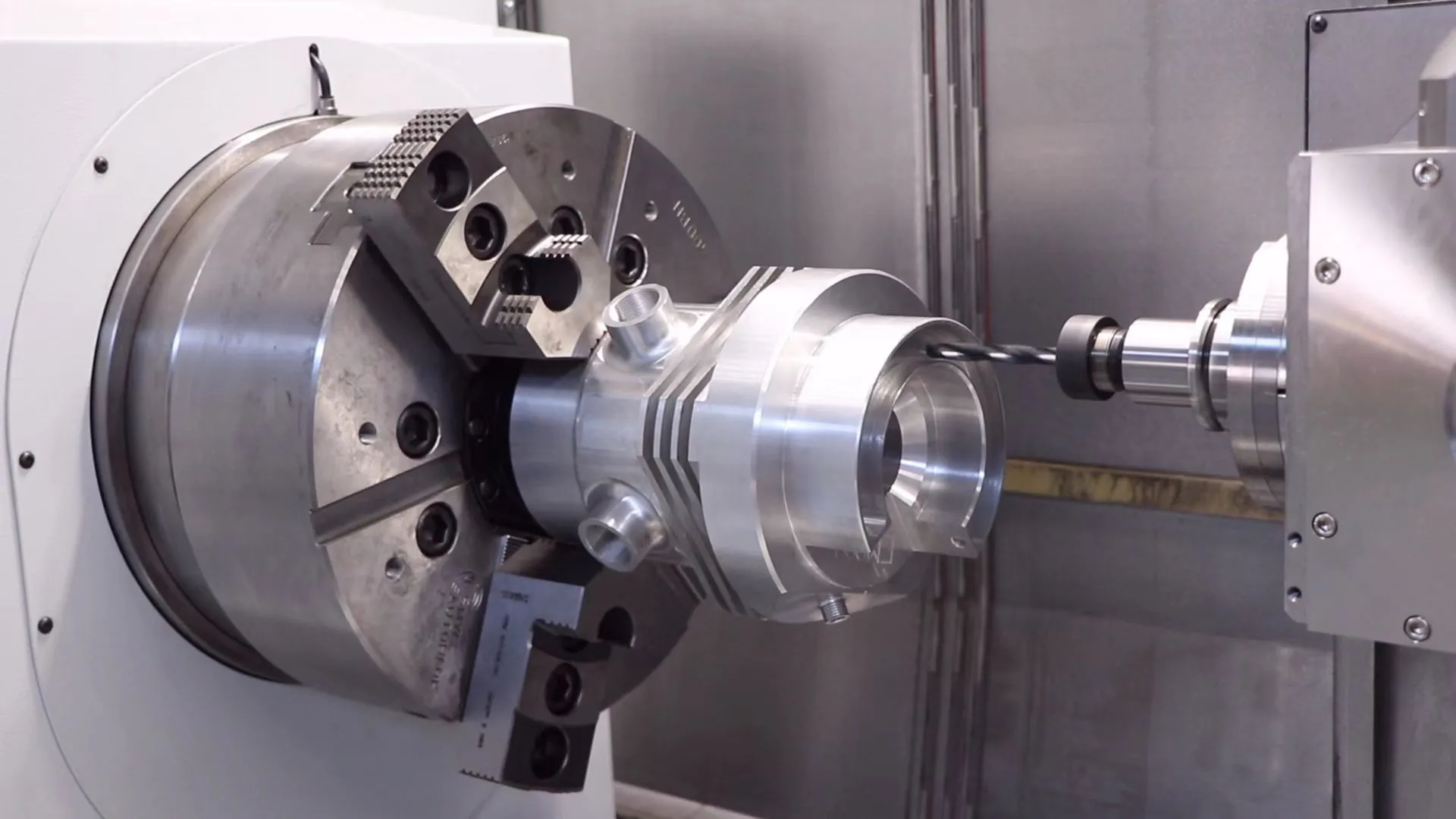
Step 03. Drill the Pre-Hole
For thread milling applications the machine needs a pre-drilled spot matching the thread’s minor dimension. The dimensions of the pre-drilled hole depend on the thread type, material, and tolerance specifications. To avoid destructive cutting pressure, the pre-drilled hole must be sized just above the minor diameter.
Step 04. Place the Tool Exactly Where the Operation Begins
The threadmill initiates its operations at the set starting position, which the machine has programmed. The tool starts its descent from above the hole to achieve a smooth material entry. The tool needs accurate alignment regarding the workpiece to prevent incorrect positioning.
Step 5. Perform the Initial Plunge Cut
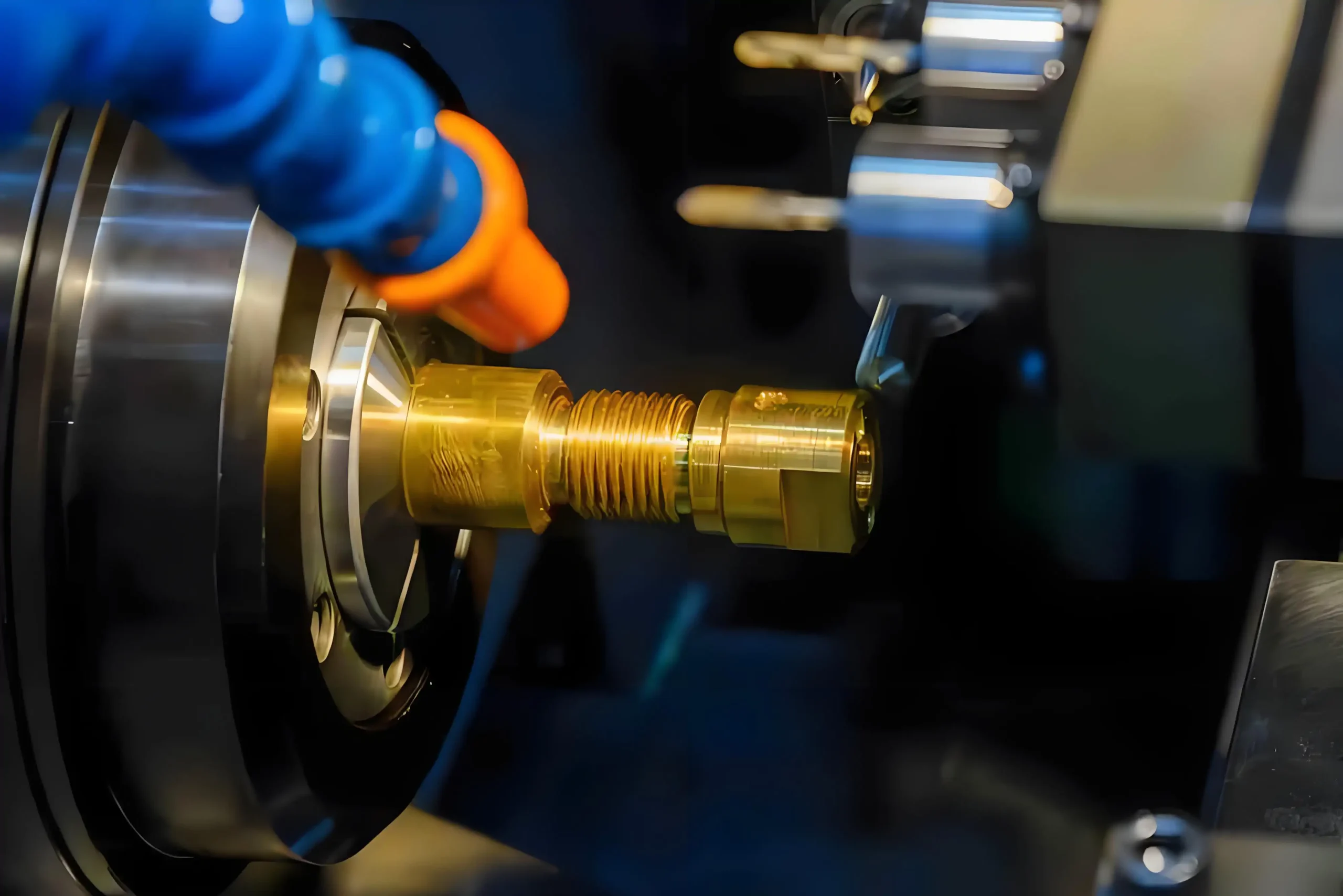
The tool enters the hole through a slow descent, which initially engages only the shallow material areas. The first cut forms thread geometry while maintaining low force on the cutting process. The unique design of the cutter requires it to move in a circular pattern instead of a straight piercing motion.
Step 06. Follow a Helical Cutting Path
During its one complete rotation, the tool performs a precise helical motion, which slowly increases the cut depth. The helical trajectory prevents rough material removal while it creates high-quality threads that apply low stress to the component.
Step 07. Complete the Thread Depth
As the tool attains the specified thread depth, it executes further passes according to program instructions for thread profile finishing. Multiple pass strategies in CNC programs enhance precision and surface quality, mostly when working with challenging(hard-to-machine) materials.
Step 08. Retract the Tool Smoothly
The tool undertakes a regulated movement backward after finishing its last operational sequence. Such tool movements eliminate marks on the surface and produce a clean thread opening. The spindle stops moving after which the cutter automatically returns itself to an appropriate safety position.
Step 09. Inspect the Thread for Accuracy
A proper check for thread dimensions and fit takes place once the milling process is completed. Thread gauges help check if the product dimensions match manufacturing requirements.
Step 10. Clean the Workpiece
The completion of the operations includes debris removal from the threaded opening. A combination of compressed air and coolant used for flushing creates a thread with neither burrs nor contaminants. The cleaning process further intensifies part quality and avoids assembly problems in production.
Types of Cutters Used In Thread Milling Operation
Different thread milling cutters are chosen based on material type and thread specifications, as well as desired precision levels. Every thread mill cutter variety brings its advantages to the table, which makes it ideal for particular uses.
Type 01: Straight Flute Thread Mills

The straight flute thread mill contains parallel cutting edges that run along the tool’s axis direction. The tool maintains its stability to cut through strong materials because of its rigid design. These thread mill cutters work best when operating on small thread depths or minimal force-based threadmaking processes. Slower cutting speeds become essential for these tools to avoid damage because the heat generated is higher.
Type 02: Helical Flute Thread Mills

The spiral-shaped cutting edges in helical flute thread mills decrease cutting pressure and help evacuate chips more effectively. The cutting surface of these tools moves smoothly, which reduces tool bending during operations, especially when creating deep threads or performing high-speed operations. The tool life duration increases while the surface finish quality improves due to the helical design.
Type 03: Single-Profile Thread Mills
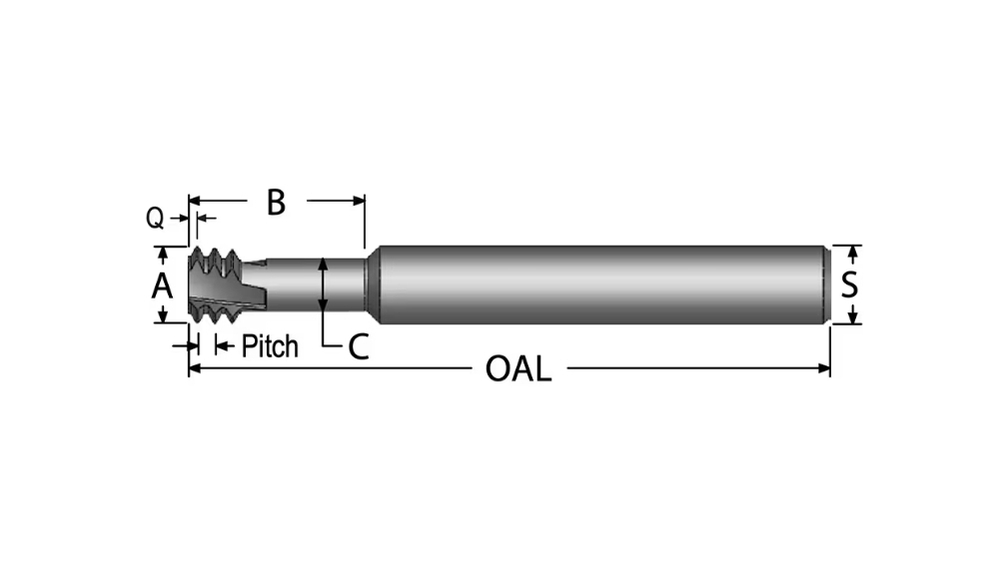
Single-profile thread technology allows users to produce individual threads because it operates on a single-thread basis. A single tool serves multiple thread sizes when you modify its cutting depth. Single-profile thread mills provide excellent performance in diverse precision scenarios by handling non-standard thread measurements together with internal threads and external threads. Their reduced speed in comparison to multi-profile cutters is offset by their outstanding flexibility and accuracy.
How To Choose The Right Thread Mill Cutter?
Selecting the appropriate thread mill cutter dictates a critical step. Because, it validates precision, efficiency, and the tool longevity in question. Making the wrong decision can lead to poor-quality threads, broken tools, and, subsequently, wasted materials. To achieve the best possible outcome, ensure you follow these steps.
1. Identify the Type and Size of Thread
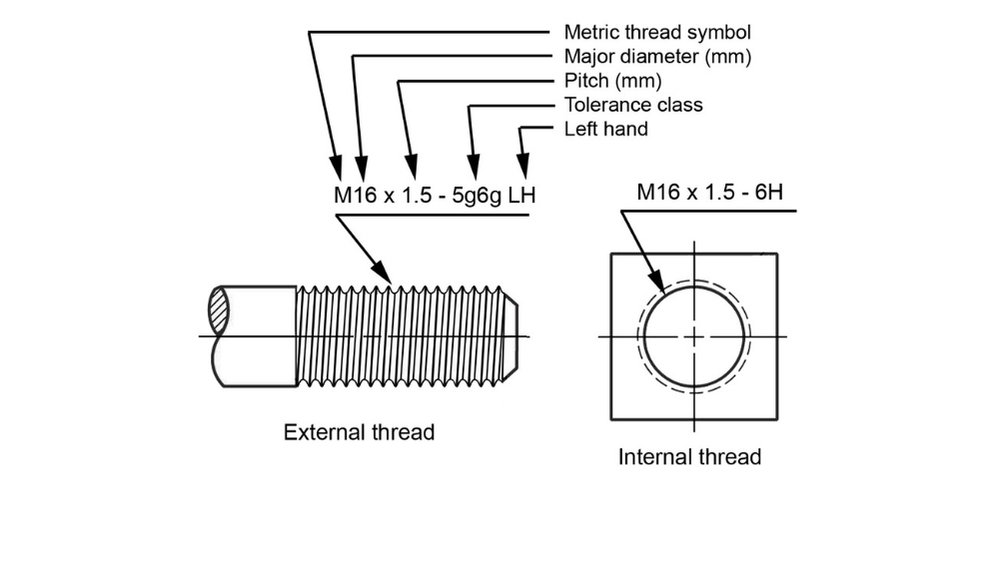
As a first step, figure out the specifications of the threads that need to be cut, such as pitch, diameter, and depth. Make sure to note whether you need internal or external threads and whether they follow Standardized types (UNC, UNF, ISO) or custom measurements. These specifications must be met to produce accurate and high-quality threads.
2. Select the Appropriate Cutter Geometry
Different treadmills serve different purposes. If threading needs to be done at high speeds or deep, helical flute mills work optimally. Since they allow for smoother cutting and better chip removal. For tough materials and rigid setups, straight flute mills ensure stability. Single-profile thread mills allow for easier control across multiple sizes of threads.
3. Relate the Cutter with Material Properties
The threading operations relate to tool selection based on material. Stainless steels and titanium alloys demand high resistance to wear, which makes coated carbide mills suitable for these hard metals. Softer materials such as aluminum and plastics have better performance with uncoated mills due to low built-up edge formation. Excessive wear, heat buildup, and poor thread finish are avoided by using the correct tool material and coating.
4. Optimize For Production Requirements and Machine Capability
Evaluate the spindle speed, rigidity of your CNC machine, and tool-holding configurations. If a machine has low torque, a multi-point thread mill could pose issues with excessive tool load, while a single-profile cutter permits lighter, more controlled cutting. A multi-point cutter improves efficiency for high-volume production, while single-profile mills are suited for custom work that demands precision.
Meeting thread geometry, specification, material compatibility, machine features, and geometry comes with selecting the appropriate thread mill cutter. The right choice improves precision and reduces cycle times and tool life.
Advantages & Disadvantages of Thread Milling
The procedure of thread milling brings multiple advantages above conventional tapping yet creates specific operational restrictions. Some of the common benefits of thread mills include:
Advantages of Thread Milling

- Thread mills generate precise threads along with a uniform finish because they produce smooth burr-free cuts.
- A single thread mill enables the manufacturing of multiple thread diameters. Thus, it lowers the overall tool inventory and expenses.
- Thread mills create helical cutting motions that apply reduced force on materials and prevent tool fractures, particularly when working with hard materials.
- Moreover, thread milling machines operate effectively in hard materials together with thin-walled components because their precisely controlled cutting avoids material deformation.
- Thread cutting results in the production of manageable chips, which ensures smooth coolant flow and prevents tool damage.
Disadvantages of Thread Milling
- Thread mills cost more at first purchase than taps do, although CNC programming setup requires additional time.
- Thread milling requires a longer processing time than single-pass taps because it needs various passes to finish the operation.
- CNC programming for helical interpolation is essential to execute machining procedures because it disables manual machine control.
- These mills demonstrate restricted performance when used on holes that have a dimension smaller than their size.
- Users who want optimal outcomes need to demonstrate experience in selecting proper tools and executing correct programming and feed rate control.
Design Considerations For Thread Milling
Thread Depth and Pitch
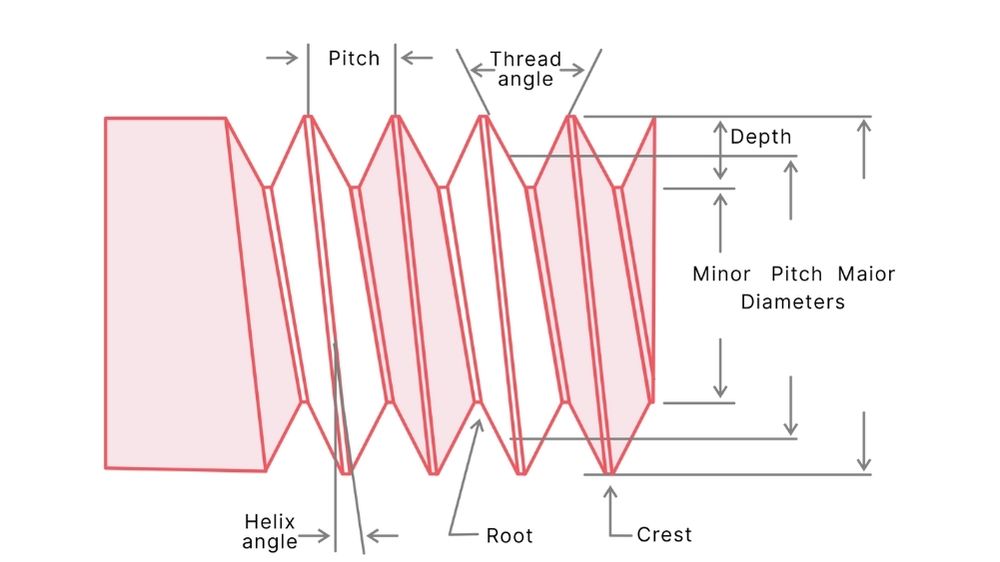
Thread depth controls the force of connection, and pitch controls the thread spacing. The deeper the tool’s threads become, the stronger the connection yet it increases the tool resistance during the cutting process. The correct depth-to-diameter ratio must be programmed to harmonize precision and durability.
Tool Selection
The selection of thread mills depends on the thread size, material properties, and manufacturing requirements. Single-profile thread mills allow users to process multiple thread sizes, but multi-point mills function more efficiently. The wear resistance of hard materials becomes stronger when using coated carbide tools.
Machining Parameters
The best spindle rotational speed, feeding controls, and depth of cut settings result in smooth threads. Aggressive cutting speed produces machine vibrations, while excessively low speeds result in poor surface quality. The correct arrangement of chips throughout the cutting process will expand tool survival time while conserving operational precision.
Workpiece Material
The combination of material hardness and machinability properties determines both cutting tools and strategic cutting processes. The selection of coated tools operating at low speeds is necessary to machine hard materials, and the use of uncoated sharp tools works for soft materials. Materials that become sensitive to heat need a coolant solution for thermal protection.
Chip Evacuation

The removal of chips helps prevent tools from clogging up and maintains thread cleanliness. The helical fluted tool design improves chip evacuation together with compressed air or coolant systems that remove machining debris. Inadequate chip management produces tool damage and surface imperfections.
Thread Tolerance and Fit
The correct thread alignment emerges from precision machining when operated within specified tolerance levels. Minor diameter adjustments fine-tune the thread’s engagement strength. Thread gauges help to check accuracy while confirming industrial standard compliance for threads.
Machine Rigidity
A CNC machine operates with stability while eliminating machine vibration to generate higher quality threaded surface finishes. The machine deviates from its path when the setup is improperly executed, thus generating irregular threads. By implementing proper tool-positioning systems along with fixture methods, you can achieve better accuracy and repeatable performance.
Effective Tips For Thread Milling
1. Calculated Tool Entry and Exit:
A tool tip should not enter or exit threads sharply, as this could cause damage to the tool. A gentle helical ramp-in will avoid cutting pressure, while the retract motion of the tool will also avoid markings on the final thread.
2. Verify and Adjust Cutting Parameters:
Control the rotational speed and translocational rate and notch depth according to the material type and tool selection. Fast spindle movements result in vibrations, while the application of low speeds produces obscured features. Therefore, adjust parameters for both rugged and sensitive threading mill procedures.
3. Make Sure There is Proper Hole Preparation
Make sure the hole you are drilling is big enough compared to the threads’ minor diameter. This will greatly reduce the load on the tool and make sure the worn-shaped holes are made properly. To improve alignment, consider using a spot drill first before drilling the hole.
4. Chip and Coolant Management
Proper and speedy removal of creating materials avoids blockages and tool damage. Moreover, remove debris using a coolant or compressed air. Uncontrolled debris causes poor threading and shortens tool life.
Get Precision Thread Milling Services From Future Parts
Future Parts offers on-demand solutions for custom-size thread milling services. We provide customers with precision-machined threads that meet the highest standards of fit and finish. Our experts take responsibility for providing top-quality results for every thread-milling order, regardless of whether you request standard, custom, or hard-to-machine thread designs. We accommodate:
- High-precision CNC thread milling
- Custom and standard thread sizes
- Reliable quality and fast turnaround
Contact us right now to receive a quote. Future Parts embraces an opportunity to build flawless threads specifically for your parts.
Conclusion
Thread milling is a precise, reliable, and versatile process for complex thread making. Its accuracy, control, and flexibility allow you to design certain thread design profiles. Clean, strong, and precise threads can be achieved by proper tool selection, parameter optimization, and chip removal. Thread milling is the best option for precision machining in prototyping and low-demand production scenarios.
FAQ’s
Q1. Can thread milling be used for both internal and external threads?
Yes, thread milling works for both internal and external threads. The same tool can be used for different diameters, offering flexibility in machining various thread sizes.
Q2. How do I determine the correct hole size for thread milling?
The hole should be drilled slightly larger than the minor diameter of the thread. Proper sizing reduces tool pressure and ensures accurate thread formation without excessive material removal.
Q3. What is the main advantage of thread milling over tapping?
Thread milling usually generates less cutting force, reducing the risk of tool breakage. It also allows for machining different thread sizes with a single tool, unlike taps that require a specific size for each thread.
Q4. What type of CNC machine is required for thread milling?
A CNC machine with helical interpolation capability is necessary. The machine must support circular motion along the X, Y, and Z axes to create precise thread profiles.